立磨磨輥部件是立磨粉磨的關(guān)鍵部件,其運行狀態(tài)的好壞直接關(guān)系到生產(chǎn)的安全運行以及生產(chǎn)效率的高低,尤其對水泥礦粉等企業(yè)節(jié)約運行維護成本起著關(guān)鍵作用。
由我公司供貨的某水泥廠立磨于2017年10月投入使用,2018年6月發(fā)現(xiàn)磨機振動偏大、產(chǎn)量降低、運行工況較差,停機檢查過程中發(fā)現(xiàn)磨輥軸承盤動困難。專業(yè)技術(shù)人員對磨輥軸承進行檢查發(fā)現(xiàn),有2套磨輥軸承出現(xiàn)損傷,借助專業(yè)工具檢查后,發(fā)現(xiàn)軸承出現(xiàn)剝落、掉塊等現(xiàn)象,于是安排返廠進行進一步分析檢查。
1 失效件拆解分析
通過對失效的磨輥拆解檢查發(fā)現(xiàn),圓柱軸承與圓錐軸承均出現(xiàn)不同程度的損壞,主要表現(xiàn)為以下幾個方面:(1)圓柱軸承、圓錐軸承滾動體表面點蝕(銹蝕)嚴(yán)重,局部有剝落;(2)圓錐軸承外圈滾道面碳化發(fā)黑,剝落嚴(yán)重;(3)圓錐軸承保持架局部變形嚴(yán)重,局部掉塊,個別滾動體脫離保持架;(4)圓柱軸承有2個滾動體碎裂。
2 軸承損壞的原因
磨輥是立磨的核心部件,而軸承則是核心部件的心臟,軸承的正常工作是磨輥可靠運行的關(guān)鍵。磨輥軸承是在高溫、沖擊、低速、重載的復(fù)雜工況下運行的,外部有高溫粉塵的惡劣環(huán)境。基于此,磨輥軸承一般選擇知名品牌的進口軸承,滿足設(shè)計壽命在80?000 h以上,正常使用壽命保證50?000 h以上。
磨輥軸承在短時間出現(xiàn)損壞,需要認(rèn)真分析軸承損壞原因,利于徹底解決問題,化解客戶疑慮及判斷事故責(zé)任。
2.1 潤滑不良
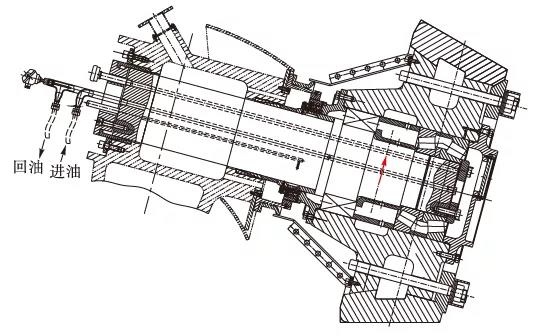
磨輥軸承潤滑是通過集中潤滑系統(tǒng)來實現(xiàn)的,通過稀油站向磨輥內(nèi)部供油,油品為460#極壓工業(yè)齒輪油。磨輥裝置結(jié)構(gòu)及潤滑油走向如圖1所示。
圖1 磨輥裝置結(jié)構(gòu)
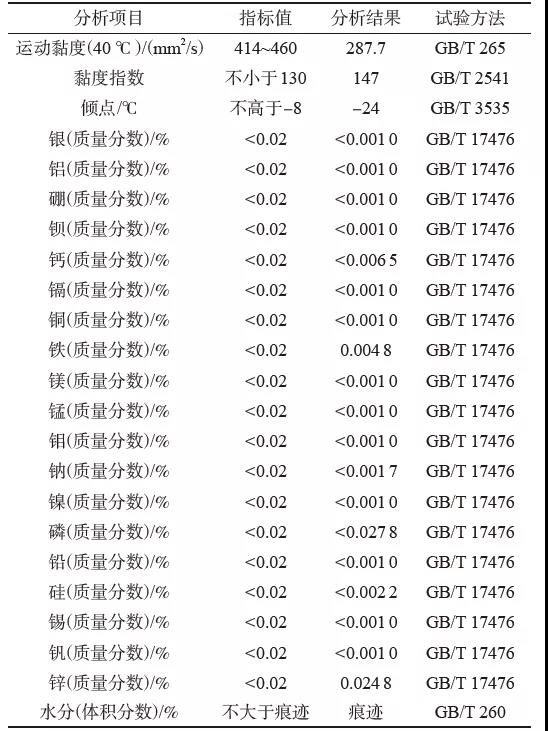
現(xiàn)場檢查發(fā)現(xiàn),磨輥腔體內(nèi)部油品發(fā)黑、油品黏度較低,現(xiàn)場對油品取樣進行分析,結(jié)果如表1所示。由表1可以看出,該牌號油品40 ℃正常的運動黏度應(yīng)該在460 mm2/s,實測值為287.7 mm2/s,水分超標(biāo),潤滑油本身碳化嚴(yán)重,品質(zhì)下降,鐵與鋅雜質(zhì)含量增加。從分析結(jié)果判斷,該型立磨使用的油品已不滿足磨輥軸承正常運行所需要的油品條件。
表1 油品分析結(jié)果
2.2 現(xiàn)場操作維護不當(dāng)
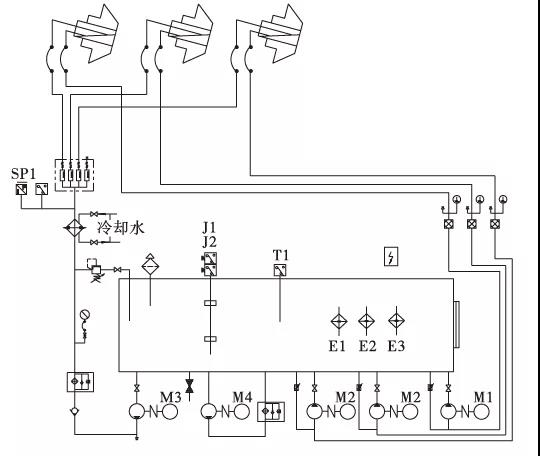
立磨潤滑系統(tǒng)原理如圖2所示,磨輥潤滑系統(tǒng)工作原理為:潤滑系統(tǒng)工作時,油液經(jīng)供油泵從油箱抽出,經(jīng)過濾器、冷卻器、分流器等進入磨輥內(nèi)部,經(jīng)循環(huán)潤滑換熱后,由回油泵從磨內(nèi)強制抽出,送回油箱,潤滑系統(tǒng)通過循環(huán)往復(fù)實現(xiàn)磨輥的潤滑功能。單個磨輥供油泵分配流量為13 L/min,單輥配置一個能力為20 L/min的回油泵強制回油。
圖2 磨輥潤滑系統(tǒng)原理
正常工作時磨輥的回油溫度一般比環(huán)境溫度高30~50 ℃,中控聯(lián)鎖設(shè)置回油溫度要求75 ℃報警,85 ℃停主機。正常情況下停磨4~6 h后打開磨門,停機后拆開磨輥后端蓋檢查內(nèi)部軸承,軸承溫度應(yīng)在70~90 ℃,該項目磨輥內(nèi)軸承溫度約為120 ℃。
中控記錄顯示在軸承損壞前2周回油溫度長時間基本接近環(huán)境溫度,中控人員未重視該異常情況,也未把該異常情況及時通知現(xiàn)場人員進行檢查,同時現(xiàn)場維護人員也未對潤滑系統(tǒng)供、回油情況等進行定期檢查。經(jīng)復(fù)查,損壞磨輥對應(yīng)的潤滑油站供油閥門開度較低,單獨開啟油站驗證,該磨輥后端測試供油量約為0.5 L/min,遠遠低于正常要求。
從2017年10月投產(chǎn)以來,磨輥潤滑油站從未更換過油站濾芯,拆下檢查發(fā)現(xiàn)濾芯金屬泥較多,油品中的雜質(zhì)也會導(dǎo)致軸承損傷。
以上現(xiàn)象說明由于操作人員維護不當(dāng)或者不及時,致使磨輥內(nèi)部供油不足,導(dǎo)致磨輥內(nèi)部熱量無法及時帶出,潤滑油黏度下降較多,無法正常形成潤滑油膜,使磨輥內(nèi)部潤滑工況惡劣,連續(xù)運轉(zhuǎn)導(dǎo)致軸承損傷或損壞。
2.3 油封失效
檢查發(fā)現(xiàn)磨輥油封處有漏油現(xiàn)象,根據(jù)磨輥油封設(shè)計原則,漏油表明磨輥內(nèi)部油封損壞,但因磨輥本身還有2道防塵密封,防止外界物料等細(xì)小雜物進入損壞軸承,故暫時無法判斷是否有粉料等雜物進入軸承。
拆卸檢查,發(fā)現(xiàn)磨輥防油密封損傷,橡膠部位有劃傷,密封唇口無物料等雜物,說明油封防油功能雖然失效,導(dǎo)致磨輥部分有漏油,但防塵功能正常,無金屬、粉料顆粒進入磨輥軸承內(nèi)部影響軸承正常運轉(zhuǎn),基本排除油封失效造成軸承損傷。
2.4 軸承本身質(zhì)量問題
通過查驗軸承原始制造記錄,軸承出廠前熱處理、尺寸等相關(guān)檢驗數(shù)據(jù)合格,同時通過核對同型號的同批次軸承,均未出現(xiàn)上述情況的損傷。進一步對失效軸承硬度、化學(xué)成分與金相進行了分析。
(1)硬度分析結(jié)果為59.5~59.7HRC,符合訂貨要求中對軸承材質(zhì)的要求。
(2)化學(xué)成分結(jié)果見表2,結(jié)果符合訂貨要求中對軸承鋼100CrMnMoSi8-4-6的要求。
(3)金相分析結(jié)果顯示,軸承材質(zhì)中未發(fā)現(xiàn)屈氏體,符合訂貨要求中對材質(zhì)的熱處理要求。
上述結(jié)果說明,軸承本身不存在缺陷,軸承損傷與軸承本身無關(guān)。
2.5 裝配問題
按照磨輥出廠編號,查驗相關(guān)部件的尺寸記錄,符合圖紙設(shè)計要求,磨輥最終裝配記錄符合磨輥安裝指導(dǎo)步驟要求,出廠游隙符合要求。
結(jié)合軸承損壞現(xiàn)象,通過分析可知,現(xiàn)場人員操作維護不當(dāng),加之潤滑油品質(zhì)低,造成潤滑不良,是導(dǎo)致軸承損壞的主要原因。
3 改進措施
結(jié)合損壞結(jié)果與原因分析,為保證該廠后續(xù)持續(xù)正常生產(chǎn),從以下幾個方面改進:
(1)拆卸完畢后,對所有部件進行清洗,然后嚴(yán)格按照設(shè)計圖紙復(fù)檢相關(guān)尺寸,保證所有部件符合出廠要求。
(2)對軸承等損傷部件更換,并對相關(guān)關(guān)鍵尺寸進行檢查,保證符合使用要求。
(3)嚴(yán)格按照新產(chǎn)品出廠要求,裝配相關(guān)部件,控制磨輥軸承出廠游隙。
(4)發(fā)貨前磨輥內(nèi)部灌裝防銹油,保護軸承防止銹蝕。
(5)將原磨輥潤滑油站中的潤滑油全部排出,并且清洗所有磨輥潤滑相關(guān)管路,保證管路內(nèi)部清潔,無金屬雜質(zhì)、無水銹,然后檢測相關(guān)泵組的供回油能力、溫控系統(tǒng)的靈敏度與精度等。
(6)磨輥發(fā)往現(xiàn)場后,派出專業(yè)人員安裝磨輥,調(diào)試油站,保證軸承供油充足,檢查磨輥內(nèi)潤滑與軸承運轉(zhuǎn)情況。
(7)從生產(chǎn)維護、故障判斷、油品選擇、油品檢測等角度對企業(yè)員工進行免費的技術(shù)指導(dǎo)與培訓(xùn),杜絕該類事件的再次發(fā)生。
摘自《水泥雜志》