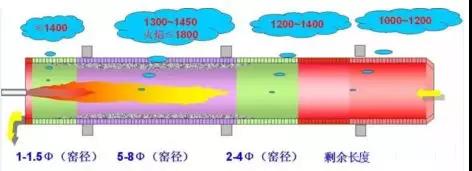
回轉窯是水泥生產線最關鍵的主機設備��,它承擔著物料從生料轉變為熟料的鍛燒功能,是生產線溫度最高的場所�,窯內物料煅燒溫度一般為1400~1450℃��,窯內火焰溫度一般可達1600?1800℃或者更高,為保護回轉窯筒體設備�����,減少回轉窯的表面散熱��,回轉窯內需砌筑一定厚度的耐火材料,這導致回轉窯設備本體的荷載大為增加��,而且回轉窯內燒成帶還有一定厚度的窯皮���,也會導致回轉窯本體荷載的增加���。
正是由于回轉窯設備本身的溫度高���、荷載大����、轉速快����、長度長等特點,回轉窯運行時發生振動的幾率大為增加���,而且回轉窯的振動程度和表現狀況也是多種多樣的����。引起振動的原因可歸為 工藝原因、設備原因兩大類。今天我們說說工藝原因引起的窯體振動以及處理辦法�。

回轉窯筒體不直或變形將引發回轉窯周期性振動����。下面簡要介紹3種引起回轉窯振動的工藝原因及處理方法�。
一.正常停窯再啟動
回轉窯經較長時間停窯或臨時急停,剛點火或恢復開窯后����,回轉窯出現小于半圓的周期性振動,嚴重時個別托輪(有時可能多個托輪)與輪帶在一定的區間內不接觸�����,窯主傳電機電流也隨之發生與振動同步的波動,嚴重時回轉窯大齒輪與傳動小齒輪也發生同步振動���。轉窯運行一段時間后(一般在3d以內),回轉窯振動逐漸減輕直至恢復正常��。
1.主要原因
造成這種悄況的主要原因有三個:回轉窯止料后打輔傳的時間太短����,熱窯時翻窯間隔時間太長,每次翻窯的角度不正確;回轉窯經較長時間停窯�����,在停窯期間沒有按要求翮窯或翻窯的角度不正確;回轉窯急停時沒有及時打輔傳����。
2.處理方法
如果回轉窯點火或恢復投料運行3d以內,振動逐漸減輕直至恢復正常可以不作任何處理�����,當回轉窯振動未完全恢復至正常時��,在工藝操作上應控制回轉窯轉速,不能盲目加速��。
應特別注意的是���,每次回轉窯止料或較長時間停窯時,一定要按照回轉窯操作說明書中的規定����,正確打輔傳和翻窯,否則可能會造成回轉窯筒體疲勞斷裂。
二�����、故障停窯再啟動
回轉窯經事故停窯��,剛點火或恢復開窯后�����,回轉窯出現小于半圓的周期性振動�,嚴重時個別托輪(有時可能多個托輪)與輪帶在一定的區間內不接觸����,窯主傳電機電流也隨之發生與振動同步的波動,嚴重時回轉窯大齒圈與傳動小齒輪也發生同步振動。當回轉窯運行一定時間后(3d以上)���,雖然回轉窯振動有所減輕,但振動值依然超出允許的范圍,經多種調整方法仍然不能徹底消除振動。
1.主要原因
造成這種情況的主要原因也有三個:回轉窯大面積掉磚或大面積紅窯時停煤止火不及時,止火后沒有嚴格按照回轉窯操作說明書中的規定正確打輔傳和翻窯���,造成回轉窯筒體不均勻膨脹和收縮而嚴重彎曲變形;在大風大雨的惡劣氣候下事故性停窯,停窯后未能及時打輔傳和翻窯,造成回轉窯筒體不均勻收縮而嚴重彎曲變形;回轉窯氏期停窯�,停窯后從未翻窯��。
2.處理辦法
如果是回轉窯大面積掉磚或大面積紅窯����,應及時停煤止火打輔傳和翻窯,盡量延長冷窯時間;大風大雨的惡劣氣候期間一定要保證備用電源能隨時啟用,平時也應對備用電源進行日常維護保養����,保持完好�����。如果回轉窯筒體彎曲變形,特別是同時存在一�����、二�、三檔托輪支撐冋轉中心線不直的情況,應先將其調整�。停窯砌筑耐火磚時����,應盡量將壓鉛數據值最小點轉至回轉窯的最上方(即拱在上方).特別是在停窯砌筑耐火磚時����,幾天都不能翻窯,依靠回轉窯的自重可微量減小回轉窯的彎曲變形?��;剞D窯點火初始時,將壓鉛數據值最大點轉至回轉窯的最上方(即拱在下方)���。回轉窯在高溫狀況下���,將壓鉛數據值最大點轉至回轉窯的最上方停留10-15min,再用輔傳運行3~5min,用此方法反復進行幾次后回轉窯的振動會逐漸減輕。如果回轉窯大面積掉磚或大面積紅窯后造成筒體嚴重變形����,經上述方法調整無效后,應考慮更換嚴重變形的窯筒體���。
三、筒體和輪帶熱膨脹
回轉窯在運行過程中第三檔托輪發生振動��,振動值由小逐漸增大���,有時過一段時間后振動值又由大逐漸減少直至恢復正常;振動周期性不明顯或沒有規律��,筒體掃描儀(或用手持測溫儀檢查)測溫數據顯示第二檔輪帶處溫度明顯增高���,用手持測溫儀檢查輪帶墊板時�,其溫度明顯高于相鄰筒體的溫度��,同時伴有第二檔的托輪瓦溫度增高����,檢查輪帶與墊板滑移量時發現較前明顯減少�,嚴重時沒有滑移量甚至可能輪帶將墊板抱死。
1.主要原因
造成這種情況的主要原因有:第二檔輪帶處耐火磚偏薄����,工藝操作不當��,火焰后移�����,在第二檔輪帶處形成高溫區,造成該段窯筒體和輪帶溫度增高后發生膨脹;第二檔輪帶處耐火磚嚴重超薄�,造成該段窯筒體和輪帶溫度增高后發生膨脹�����。
2.處理辦法
如果振動值由小逐漸增大�����,過一段時間后振動值又由大逐漸減少直至恢復正常�,一般是由工藝操作不當造成輪帶處形成高溫區導致筒體和輪帶熱膨脹引起的��。在工藝操作上應控制火焰長度和強度�,在高溫區加強筒體的外部冷卻����,避免在第二檔輪帶處產生局部高溫。如果窯振動逐漸減輕直至恢復正常����,可以不作任何處理;如果窯振動逐漸減輕直至恢復正常���,可以不作任何處理;如果振動值由小逐漸增大�,運行一定時間后不能恢復正常�����,一般是由輪帶處耐火磚嚴重超薄造成筒體和輪帶熱膨脹引起的�,在工藝操作上應控制火焰長度和強度�����,降低第二檔輪帶處局部高溫區的溫度���,嚴格控制筒體溫度(應保證在400℃以下)��,如溫度無法控制應考慮停窯更換耐火磚��。
回轉窯窯體振動的原因比較復雜��,最好是結合現場的實際情況進行針對分析,但上述的3個工藝原因及解決辦法基本上可以解決由此引起的回轉窯振動問題。
來源:水泥技術