
摘要:TNGG水泥廠二期水泥粉磨系統六七號磨機于2009年三月份先后開啟投料投入正常生產,經過近五個月的運轉,臺時產量始終不盡人意,額定150t/h噸的臺時產量始終在120~130t/h左右徘徊,比表面積尚能穩定在340~350m2/kg,根據這兩臺磨機的狀況我們進行了細致的總結與分析,采取了有效的措施,使臺時穩定在合同約定的產量,保證了考核工作的順利結束。
一 磨機及級配的簡單介紹:
1、TNGG水泥廠水泥粉磨系統設備采用的是Φ4.2×13m的中長兩倉磨機,中間采用的是組合式隔倉板,雙隔倉由篦板和盲板組成,中間設有提升揚料裝置。系強制排料,流速較快,不受隔倉前后填充率的影響,即使前倉料位低亦能順利的排料。所以便于磨內調整填充率和配球,非常適于頭倉,特別是圈流磨。因為圈流磨物料量多,及時排出,使球料比不至于過大,以利于沖擊力的發揮,但是雙隔倉占得容積大,通風阻力大。輥壓機采用的是HFCG140-80;打散機采用的是SF600/140;此打散分級設備是合肥院的ZL產品。此系統磨機的鋼球級配見下表:
表1 球磨機設備廠家提供的鋼球級配

1 、生產期間兩臺磨機入打散機的溜子經常堵塞,堵塞嚴重時要停磨處理很長時間,打散分級機的轉速已經提到800/min轉左右,正常狀況下分級機的轉速控制在300~500/min轉就可以輕松的滿足生產。轉速提的非常高但是穩流倉的料位仍然在緩慢上漲,不得不減料使其穩定在一個范圍內,磨內喂不進去物料磨機基本屬于空負荷運轉狀態。研磨體及襯板的消耗量很大,這種狀況對設備的長期安全運轉極其不利。入打散機內部檢查發現,內筒錐體兩排篩板堵塞嚴重,磨機的入磨物料主要是靠分級機風輪的風力分選,使細粉物料的運動狀態改變產生較大的偏移落入內錐筒與外錐筒之間被收集入磨。粗顆粒的物料運動狀態較小而落入內筒被收集,內錐體下的兩排篩板篩下物料小于2mm的入磨大于2mm的返回輥壓機繼續擠壓,其篩板篩下的物料占入磨物料的60%左右。提高風輪的轉速來調整入磨物料,只能是占入磨比例的30 %左右,篩板堵塞入磨物料的量勢必減少,打散機循環負荷加大,所以轉速提的再高作用也不是很大,只能是損壞設備降低磨機的運轉率。也考慮到把錐體6mm篩板更換為8mm的,但是考慮到一旦物料水分降低堵塞狀況減輕磨機的現有級配將承受不了,所以沒有對其更換。二 生產期間出現的問題及解決的方法:
2、同時對六七號磨機的入磨物料、出磨物料、選粉機回粗、B收塵的物料、水泥成品、在磨機運轉正常的情況下進行取樣,做80um、200um、及比表面積以計算磨機的循環負荷和選粉機的選粉效率。測量結果見下表:
表2 六七號水泥磨各點物料篩余一覽表
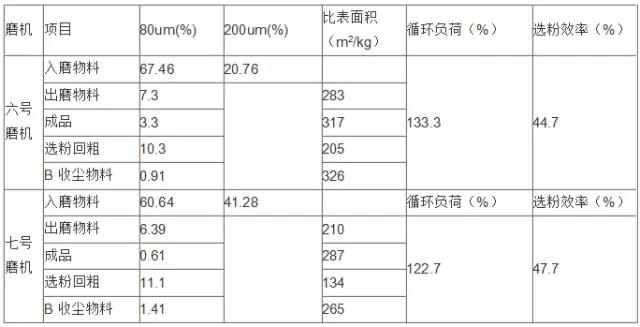
3、從以上數據可以看出六七號磨機的運行狀況尚可循環負荷適中,六號稍微偏高一點,磨機和選粉機作為閉路粉磨系統的兩部分是互相聯系和影響的,維系它們之間的相互關系是循環負荷。從選粉機的角度來說,希望選粉效率要高,而選粉效率隨循環負荷的增大而降低。但從磨機的角度來說,則必須增加磨內料球比,加大磨內物料流量,才能達到較高的粉磨效率。如果循環負荷過大,磨內存料過多,降低了研磨體的沖擊力,反而會降低磨機的粉磨效率。這就要求必須選擇一合適的循環負荷,在成品細度一定的情況下,必須保證適合的出磨細度,水泥成品中3~30um的細顆粒要有一定的數量,才能達到較高的質量和產量。所以循環負荷要控制在一個合理的范圍。六號輥壓機的工作狀況不是太理想,從入磨的篩余可以看出,正常入磨物料80um的篩余在60%左右為最佳,所以六號輥壓機需要做一下調整。調整前的工作參數:輥壓機的左右側液壓壓力分別為7.5Mpa;活動輥電流26A,固定輥電流27A;左側輥縫23mm右側輥縫15mm;兩個輥縫不同是由于位移傳感器設定的參照物不同,所以測定值有所差異,再者粉碎作用主要決定于粒間的壓力而不決定于兩輥的間隙。調整后的工作參數為:工作壓力調整到8.0Mpa;輥壓機電機電流上升2個安培。調整后打開觀察門觀察擠壓效果良好料餅密實。七號磨機整體比表面積偏低,需要做進一步的檢查,但輥壓機工作狀況良好,說明水泥磨前面的設備工作狀況正常。
三 水分測定與篩余曲線繪制
1、水分的測定
(1) 我們對六七號水泥磨使用的原材料進行了水分測定,樣品的取樣地點是二期水泥配料站。測定結果見下表3:
表3 不同物料水分測定值

2、七號磨機的篩余曲線入磨物料的綜合水分1.83%明顯偏高,大大的超過了磨機所允許的1%的指標,因為入磨綜合水分的偏高使得入打散機溜子經常堵塞,內筒篩板堵塞嚴重,造成打散分級設備工況惡化循環負荷加重,使磨機的產量和運轉率大大下降,隨要求品保要嚴格控制進廠的輔材水分努力降低入磨的綜合水分。
鑒于六七號磨機的狀況,我們對兩臺磨機停磨進磨觀察,六號磨機內兩倉料球比過高,進磨后看不到鋼球,物料高出一個鋼球的高度,正常情況下鋼球應該高出料面露出半個鋼球為最佳,隨現場測量計算六號磨一倉填充率為28.7%二倉為29.0%;七號磨機進磨觀察一倉鋼球露出料面一半,說明填充率應該是可以的,測量計算一倉的填充率為31.2%二倉為29.2%;這種磨機的最佳填充率一倉為30%左右二倉為31%左右。隨取七號磨樣做了磨機的篩余曲線,磨機均采用急停的停磨方式,入磨共取樣品24個做80um和200um的篩余。見圖1。
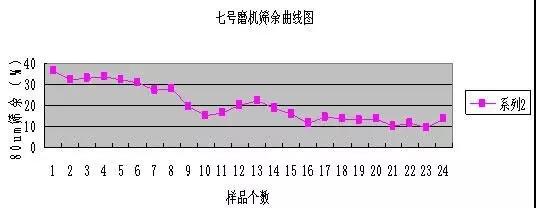
圖一 七號磨機的篩余曲線 1~8號為一倉,9~24號為二倉
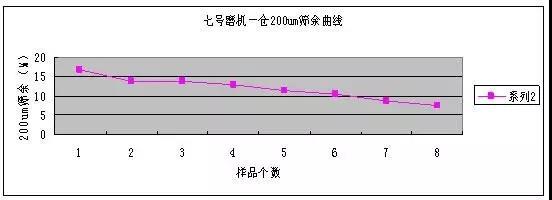
圖2 一倉的200um的篩余曲線圖
(1)從以上的兩個趨勢圖可以看出七號磨機的一倉粉磨能力還可以,特別是200um的篩余趨勢圖,篩余下降明顯。說明一倉鋼球級配和理粉磨能力正常。
(2)從二倉的趨勢圖觀察,二倉前段篩余下降不是很明顯,但趨勢尚可,后段曲線平穩段長度適中,說明二倉的后段研磨能力還可以,整體研磨能力稍需加強,從上面的比表面積可以看出。需要補充部分小的的鋼球,來增加二倉的整體研磨能力,減緩物料在磨內的流速,增加其粉磨時間。
(3)從七號磨機的兩倉篩余由36.2%下降到9.09%,合計下降值為27.11%說明磨機的整體研磨能力還是可以的。
(4)由表2可以看出七號磨機的B收塵物料比表面積265m2/kg有些偏低,而我們在現場取樣時發現B收塵的料有不少的量直接進入了成品輸送斜槽,控制物料流向的三通閥板關閉不到位,造成部分的B收塵物料直接進入成品斜槽,從而導致了成品比表偏低,如果此物料比表高的話就可以部分或者全部直接進入成品,偏低就要入磨繼續粉磨,我們現場把三通閥板打開整修讓其關閉自如,避免漏料進入成品斜槽。
(5)根據以上情況分析決定給六七號磨機加球,六號一倉:φ40:5噸;二倉:φ17:3噸;φ15:5噸;七號二倉:φ17:3噸;φ15:5噸。
四 實物檢斤:
通過一系列的檢查及調整工作,兩臺磨機的運行狀況也更加的穩定,比表也能達到品保的控制指標,粉磨P.O42.5級水泥水泥按照合同的約定,臺時必須達到137t/h的產量穩定運行24小時,但是產量還是在130左右徘徊稍提產量比表面積就會降低,最后我們做了一下實物檢斤,在入磨皮帶76.23-7取料兩米稱重計算其實際產量,中控臺時顯示130t/h,而現場實際檢斤臺時在145t/h比中控高出15t/h。問題原因查出后業主也對熟料秤進行實物檢斤,結果和我們標定的完全一樣。隨對熟料秤進行重新的砝碼標定。產量穩定在137t/h比表面積合同要求340m2/kg,實際比表在365m2/kg左右全部合格考核順利結束。
五 結語:
生產性能考核是一項細致而又繁瑣的工作,在生產中要對任何一個操作參數、工藝布置、現場所有設備的運轉狀況做到心中有數,才能有的放矢及時的查找出故障隱患,發現問題快速解決,為設備達標創造條件,確保考核工作的順利結束。