水泥生產(chǎn)過程中經(jīng)常遇到設(shè)備突發(fā)故障,此時(shí)由于未到計(jì)劃檢修時(shí)間或沒有備件,往往需要對設(shè)備故障進(jìn)行應(yīng)急處理維持生產(chǎn)的正常運(yùn)行,以等待計(jì)劃停機(jī)檢修或備件。本文介紹幾個(gè)設(shè)備故障應(yīng)急處理案例,與同行交流探討。
1 MPS5000B立磨輥體磨損后的應(yīng)急處理
MPS5000B生料立磨每個(gè)磨輥有12塊襯板,擋圈是一個(gè)整圈,壓板共24件,每塊襯板由擋圈及2個(gè)壓板固定,襯板安裝示意見圖1。
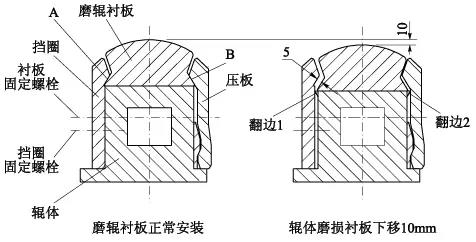 圖1 磨輥襯板安裝及輥體磨損示意
圖1 磨輥襯板安裝及輥體磨損示意
2013年7月份,磨機(jī)運(yùn)轉(zhuǎn)過程中,中控操作員發(fā)現(xiàn)磨機(jī)振動(dòng)值及電動(dòng)機(jī)電流稍有升高,但波形出現(xiàn)規(guī)律的峰值,并且兩者的峰值基本相對應(yīng);到立磨旁邊聽磨機(jī)聲音,由于噪音較大基本聽不出什么異常。根據(jù)經(jīng)驗(yàn),分析認(rèn)為是磨輥襯板松動(dòng)后周期性沖擊磨盤,造成磨機(jī)振動(dòng)及電動(dòng)機(jī)電流出現(xiàn)周期性的峰值。
利用庫滿停機(jī)檢查,發(fā)現(xiàn)有一塊磨輥襯板的2條固定螺栓松動(dòng),緊固螺栓后用撬杠仍可以撬動(dòng)襯板。此時(shí)分析認(rèn)為可能是這塊襯板與輥體接觸面處出現(xiàn)較大磨損、變形,襯板固定不牢固。用塞尺測量接觸面A、B處間隙,B處接觸面符合要求,A處有5mm間隙。拆開襯板后發(fā)現(xiàn),該襯板下面的輥體磨去10mm左右,輥體在靠擋圈側(cè)及壓板側(cè)分別形成寬約5mm及25mm的翻邊(見圖1中翻邊1及翻邊2)。其他11塊襯板及對應(yīng)的輥體正常。由上述檢查可知,輥體表面的磨損及翻邊造成了襯板固定不牢固。
按照正常程序修復(fù)輥體需要2天,時(shí)間不允許,只得應(yīng)急處理:用氧氣割掉2個(gè)翻邊,磨光機(jī)修磨接觸面及氣割處毛刺、高點(diǎn);在A處接觸面墊5mm厚的Q235鋼板(見圖2),長、寬根據(jù)具體位置定,使襯板稍向壓板側(cè)移動(dòng),定位穩(wěn)固,然后緊固襯板固定螺栓。
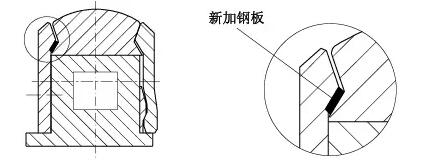 圖2 磨輥襯板應(yīng)急處理后示意
圖2 磨輥襯板應(yīng)急處理后示意
經(jīng)以上處理開機(jī)后,磨機(jī)振動(dòng)及電流恢復(fù)正常,磨機(jī)運(yùn)轉(zhuǎn)1天、2天、4天、8天后定時(shí)按圖紙要求停機(jī)緊固襯板固定螺栓,以后每月檢查緊固螺栓,正常運(yùn)轉(zhuǎn)至年底大修,說明上述應(yīng)急處理是可行的。
2 MPS5000B立磨邊襯板固定螺栓頻繁斷裂的應(yīng)急處理
生料立磨工作時(shí),磨盤襯板和邊襯板會(huì)發(fā)生正常磨損。當(dāng)邊襯板磨損到Φ57孔時(shí),邊襯板固定螺栓會(huì)受損斷裂。此種情況下,若只是更換邊襯板,新邊襯板與磨盤原有襯板表面形狀不一致而形成臺階,立磨開機(jī)后易產(chǎn)生振動(dòng)。為此,我們對固定螺栓損壞的邊襯板現(xiàn)場應(yīng)急處理,維持邊襯板的使用,具體方法:
拆除邊襯板螺栓,用磁力鉆平鉆頭將Φ57沉孔鉆深,深度由25mm加深到55mm,螺栓長度由M100縮短到M70(見圖3)。這樣處理后,磨輥及物料摩擦不到邊襯板固定螺栓,生產(chǎn)得以維持正常進(jìn)行。此方法也可用于新邊襯板安裝時(shí)。
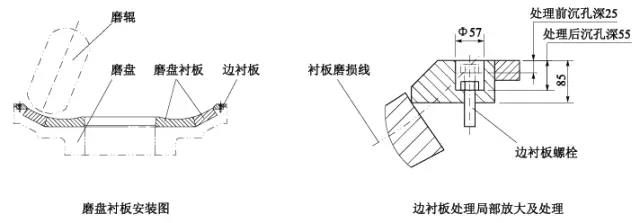 圖3 立磨邊襯板磨損螺栓沉孔加深
3 皮帶機(jī)減速機(jī)高速軸漏油的應(yīng)急處理
圖3 立磨邊襯板磨損螺栓沉孔加深
3 皮帶機(jī)減速機(jī)高速軸漏油的應(yīng)急處理
立磨入磨皮帶機(jī)運(yùn)轉(zhuǎn)過程中,發(fā)現(xiàn)減速機(jī)高速軸漏油。利用庫滿停機(jī)時(shí)間拆開高速軸壓蓋,發(fā)現(xiàn)骨架密封唇邊磨損,高速軸表面磨損出寬3mm、深0.40mm的溝槽。對此,我們采取應(yīng)急處理:
骨架密封厚度15mm,拆下壓蓋用車床將骨架密封擋邊車薄5mm,壓蓋密封槽深度由18mm加深到23mm(見圖4)。此法使得骨架密封在高速軸上的安裝位置向外移動(dòng)5mm,避開高速軸上的溝槽。經(jīng)此處理,解決了漏油問題,可以正常生產(chǎn),等到計(jì)劃檢修停機(jī)時(shí),再徹底處理高速軸上的溝槽。
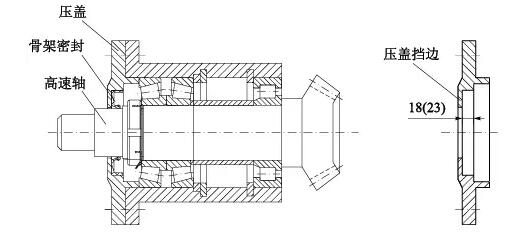 圖4 皮帶機(jī)減速機(jī)高速軸的密封
4 預(yù)熱器旋風(fēng)筒錐體測壓管負(fù)壓低的處理
圖4 皮帶機(jī)減速機(jī)高速軸的密封
4 預(yù)熱器旋風(fēng)筒錐體測壓管負(fù)壓低的處理
5000t/d生產(chǎn)線雙系列五級預(yù)熱器的C5旋風(fēng)筒錐體負(fù)壓一般是-2200Pa,運(yùn)行中發(fā)現(xiàn),C5A負(fù)壓正常,C5B負(fù)壓-800Pa左右且波動(dòng)較大,C5A及C5B旋風(fēng)筒溫度等正常。檢查測壓管路后拆下測壓管路上的絲堵,用鋼筋捅原Φ32鋼管內(nèi)部后,C5B負(fù)壓達(dá)到-1300Pa左右,但短時(shí)間后負(fù)壓又降低。分析認(rèn)為,是原鋼管局部磨透后被物料部分堵塞,造成負(fù)壓偏低。
常規(guī)解決方法是打掉原Φ32鋼管周圍澆注料后更換原Φ32鋼管,這需要長時(shí)間停窯。我們采取了應(yīng)急處理:
拆下四通及法蘭,在Φ32鋼管內(nèi)部套裝Φ25鋼管,Φ25鋼管上端與法蘭焊接,下端與原Φ32筒平齊(見圖5)。這樣處理后,預(yù)熱器C5B旋風(fēng)筒負(fù)壓正常。
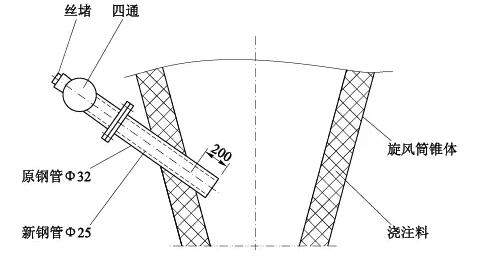 圖5 旋風(fēng)筒錐體測壓示意
圖5 旋風(fēng)筒錐體測壓示意
